在精密电子、半导体封装、医疗器械等对工艺要求极高的领域,点胶工艺的质量直接关系到产品的性能、可靠性与良品率。点胶不均匀——无论是胶量忽多忽少、形状不一,还是位置偏移——是生产线上常见却棘手的难题。究其根源,设备因素往往是关键所在。本文将系统梳理导致点胶不均匀的主要设备问题,帮助工程师快速定位并解决问题。
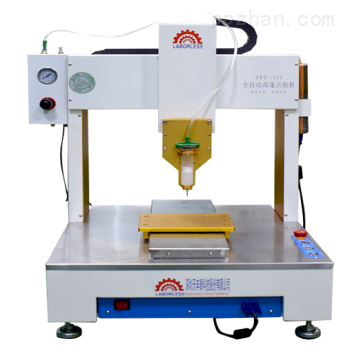
一、核心动力系统:点胶阀与压力系统
- 点胶阀状态异常:作为直接控制胶体输出的“心脏”,点胶阀的磨损、堵塞或密封件老化是导致出胶不稳定的首要原因。例如,阀针磨损会导致关闭不严,产生“拉丝”或滴漏;内部密封圈失效则会引起压力泄漏,使得胶量无法精确控制。
- 压力系统不稳定:无论是时间压力式点胶使用的气压,还是喷射阀依赖的稳定液压/气压驱动,压力源的波动都会直接导致胶点大小和形状的变化。气源压力不稳、减压阀故障、管路漏气或压力传感器精度下降,都会破坏点胶的重复精度。
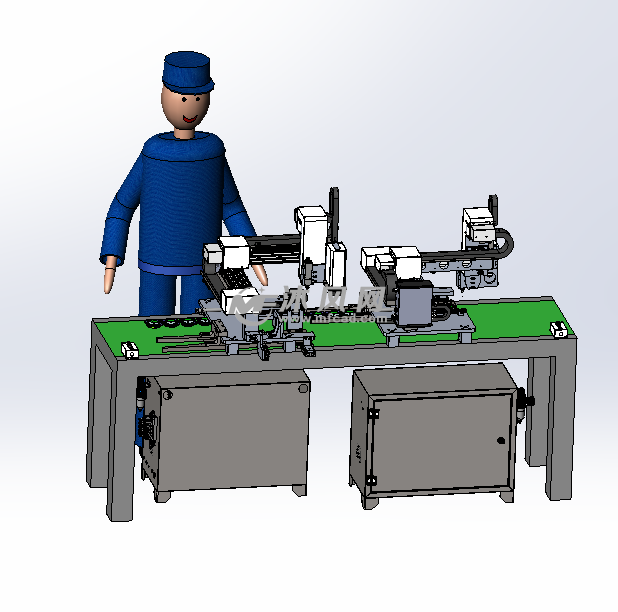
二、运动与定位系统:机器性能的基石
- 运动平台精度不足:点胶路径的精确执行依赖于X-Y-Z运动平台(或机械手)。平台的回程间隙、导轨磨损、丝杠精度下降或伺服电机响应滞后,都会导致点胶位置发生偏移,尤其在高速或复杂路径下更为明显。
- 视觉定位系统误差:对于采用视觉定位的高精度点胶机,相机分辨率不足、镜头污染、光源不稳定或标定不准确,都会造成识别偏差,使得点胶点偏离预定位置。
三、供胶与流体管理系统
- 胶水特性与处理不当:胶水的粘度、温度敏感性和填充物沉降特性直接影响其流动性。若设备缺乏恒温控制系统(如桶装胶水的加热器、管路的伴热带),温度变化会导致胶水粘度剧烈波动,出胶量自然不均。对于双组份胶水,静态混合管混合不均或堵塞也是常见问题。
- 供胶管路问题:管路内径过小、过长或存在折弯,会增加流体阻力;管路或接头处存在微小泄漏,会引入空气,形成气泡,导致点胶断点或胶点内空洞。
四、控制系统与参数设置
- 控制参数不匹配:点胶时间、开阀延时、关阀延时、抬针高度、回吸(真空)参数等设置不当,与当前胶水的流变特性不匹配,是操作层面导致不均匀的最常见原因。例如,回吸设置过小无法有效断胶,过大则可能吸入空气。
- 软件与程序问题:点胶路径规划不合理(如拐角速度未优化)、控制软件存在Bug或运动控制卡性能瓶颈,也可能引发不可预测的点胶缺陷。
与解决思路
当出现点胶不均匀问题时,建议遵循以下排查路径:
- 从简到繁:首先检查并校准最基本的工艺参数(时间、压力、高度等),确保其与所用胶水特性匹配。
- 观察与隔离:观察不均匀的具体模式(是随机性还是规律性?是整个批次还是特定位置?),尝试隔离问题,例如更换一瓶新的胶水或一个已知良好的点胶阀进行测试。
- 系统性检查设备:按上述分类,顺序检查压力系统稳定性、阀体状态、运动平台精度、视觉系统以及流体管路。注重日常的预防性维护,如定期清洁阀体、校准传感器、润滑运动部件。
- 考虑环境因素:不要忽视环境温度、湿度变化对设备和胶水产生的潜在影响。
通过系统性地分析和维护点胶设备,可以有效提升点胶工艺的一致性与可靠性,从而保障产品的高质量生产。